

The Second Floor Is Where Hand Work Begins – Finishing Department
With all the heavy machinery weighing down the foundations of the building, one floor above is where the individual pieces are shown some love in the hands of the trained craftsmen and craftswomen, first in the Finishing Department and then in the Galvanic Department. The goal here is to first remove all traces of machining from the parts and then to decorate them with a precision and in a style that are unmistakable treats of Glashütte watchmaking.


Since all men’s watches by Glashütte Original have a sapphire crystal case back to show the intricacies of the exclusively in-house caliber inside, it makes sense to go the extra mile and painstakingly apply such exquisite decorations.
Regardless of whether they are as usual a component as a barrel cover (pictured above) or as complicated in their execution as the “Double-G” automatic winding rotors – where the backwards-facing letters indicate Glashütte Original looking both into its past and its future – it is the coming together of these delicately crafted components in the single view provided by the case back where the craftsmen’s work truly comes to life.


Traditional decorations and finishings include the typical striping finish on some plates and the rotor, the sunburst decoration on wheels, as well as the “pearling” on other plates, usually ones hidden under the dial. These decorations are applied both by hand and by hand-operated machines, as parts are produced in these departments in small batches to ensure tight quality control and the extremely fine tuning of components to ensure they meet Glashütte Original criteria.

Masterful Hand-Engraving Also Happens In-House
Glashütte Original also has a dedicated, in-house engraving department where the traditional engraved balance bridges and cocks are hand-engraved by master craftsmen and craftswomen. This department is located not in Glashütte but a bit further away, in Pforzheim, inside Glashütte Original’s proprietary dial manufacture. In this quiet and bright room, a few floors above the noise of the dial-making machinery, is where a handful of master engravers work on the aforementioned parts as well as highly specialized, limited-edition and custom pieces.


While the dial manufacture is something we will explore in a dedicated article, the work of the engraving department is very relevant to the production of Glashütte Original calibers. Using nothing but traditional engraving tools, regardless of the size of the part engraved, no two of these calibers will be exactly the same – so much so that once given a closer look, the engravers can recognize their signature way of crafting the pieces and can tell which one of them have produced a part even years later.

Galvanic Treatment Department
Back to the second floor of the Glashütte manufacture we go, as it is here where the Galvanic Department can be found. This is where parts are provided their ruthenium galvanic coating that lends the movement its silvery sheen. Getting the timing and execution of this process right is very much crucial as a lot of work has already gone into producing the components at this stage – if they spend too little or too much time (depending on the process, a few seconds can make a notable difference in the achieved color) in the chemical bath, their color will be off and the pieces will have to be discarded.


A Glashütte Original movement plate just after galvanic treatment and through some extremely basic pre-assembly. One above: automatic winding rotors are hand-masked for the two-tone look.
Particularly tricky are the winding rotors and especially the hand-engraved pieces where the engraved bits are highlighted in gold while all the rest of the surfaces, with great precision, have to be ruthenium coated. Perfectly crisp and sharp lines around the hand-engraved segments are expected to be achieved through the painstaking work of both the engraving and the galvanic departments.

Turning Shop
The turning shop is where all rotationally symmetric components such as screws, pinions, tubes, pins, and wheel blanks are turned on sliding machines. This is one exceedingly rare capacity among watch manufactures, as producing these delicate and often incredibly small parts with extreme precision is no small feat and requires great investment into both machinery and trained staff.


In this department, metal rods of different lengths, diameters, and materials are put in automated machines to be rotated and turned. Among the smallest screws made are the weighted screws for the variable moment of inertia balance wheels, with a diameter of only 0.55 millimeters.
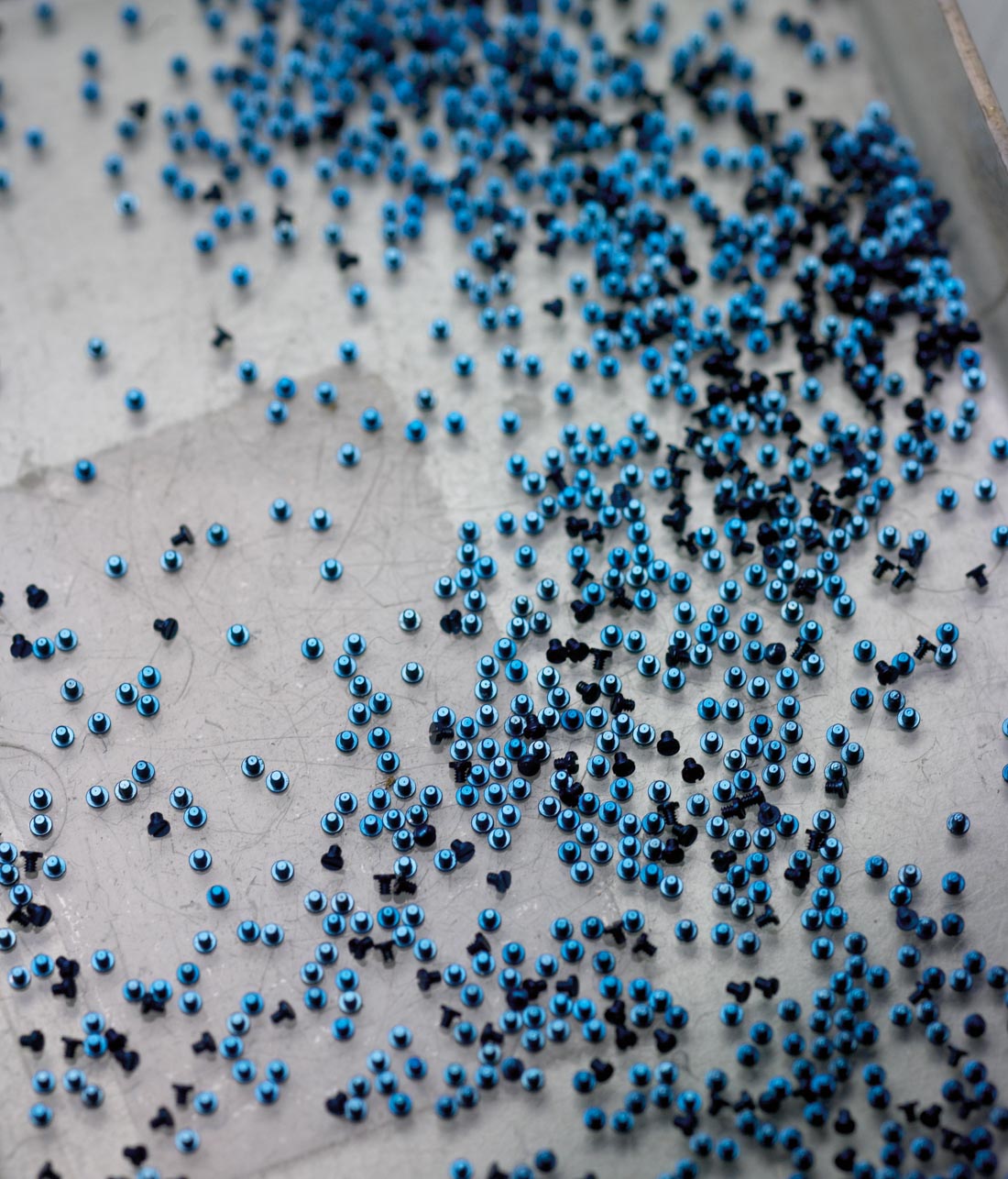
Plenty of heat-blued screws, all blued one by one and reflecting light in vivid or dark blue, depending on the viewing angle.
Polishing Department
We have addressed nearly all the ways that parts are treated and transformed from plates of metal into delicately crafted, functional, indispensable components – but we have yet to mention the polishing department, where that additional, final bit of luster is achieved. It is in this department that the blueing of the hands, the polishing of all edges, i.e., beveling, as well as the mounting of gold chatons happen.

One of the most beautiful, yet discreet decorations is “tin flat” or “black mirror” polishing. This is performed so as to create a perfectly flat and uniform top surface on select steel components that reflects or absorbs light in a way that cannot be replicated with any other production technique. Always performed by a set of trained hands and eyes and infinite patience using a tin rod and diamond polishing paste, this decoration technique is the pinnacle in component treatment as each larger component can take several hours to perfect.


In all likelihood, the most often encountered flat polished component in a Glashütte Original timepiece is the swan neck regulator which, placed on the top of the balance bridge or balance cock, stands above the plane of the movement, performing its important task in fine-tuning the movement’s accuracy and showcasing Glashütte Original’s dedication to traditional decoration techniques. A wide range of other components can also receive black mirror polishing: on more complicated pieces, such as holding and release springs, cover plates, column wheel screws, and other pieces, always crafted from stainless steel (unlike the rest of movement plates and parts that are generally crafted from brass).


It is also in this department that the blueing of the movement screws is performed. The screws have a very short, about two-second-long, time frame when they reach the perfect hue. Leave them for even a bit too long on the extremely hot brass rod and they will turn black and will need to be discarded. It takes a fair bit of practice with the tweezers and, more importantly, uninterrupted attention to achieve the perfect color in batches.